
全国咨询热线
全国咨询热线


药物的产业化通常涉及危险的化学反应步骤,在环境、健康和安全方面会影响到大规模工业制备的可行性。微通 道反应器与传统釜式反应器相比,传质、传热效果更高效,安全性能...
阅读量:8592026
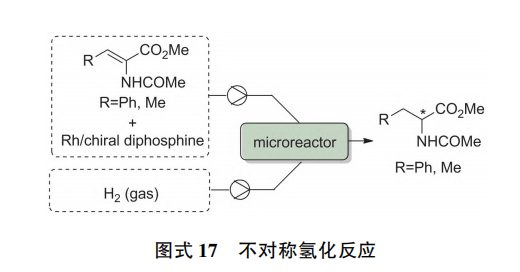
1.3 气-液-固反应 在药物合成中最重要的一个反应就是催化加氢,反应过程中底物和氢气吸附在催化剂表面。氢气分解成氢原子,并添加到不饱和碳-碳键中,从而最终从催...
阅读量:10332026
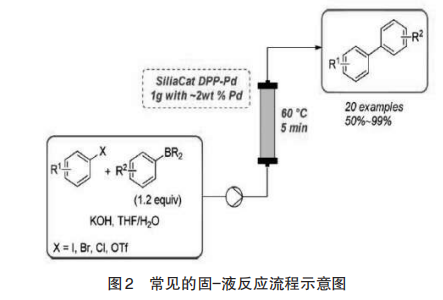
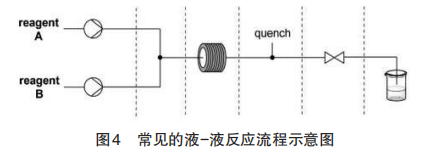
利用流动化学进行药物分子的合成中所涉及的反应类型从反应物相态可以分为气-液反应、固-液反应、 气-液-固反应、液-液反应、液-液-固反应。1.1 气-液反应 药...
阅读量:9082025
引言 自20世纪 90年代以来,微反应器在化学领域 中的应用引起了学术界和工业界的广泛关注 。 微反应器通常是指特征尺度在微米级别的三维结构反应平台。 微反应器...
阅读量:9312025
氧化、加氢、氯化等反应通常是非均相反应。 在非均相反应中,相间的传质过程多成为反应速 率的决定步骤。 如何增大相间界面的接触面积将 极大地影响反应速率。 在通常...
阅读量:8622025
Copyright © 2014-2024 武汉国新微通道反应器有限公司版权所有备案号:鄂ICP备2023002181号-2网站地图
 扫一扫咨询微信客服
扫一扫咨询微信客服
